在阅读此文之前,麻烦您点击一下关注,既方便您进行讨论和分享,又能给您带来不一样的参与感,感谢您的支持

文九鼎鉴史
编辑九鼎鉴史
前言
塔式起重机电控检测系统是现代起重机技术中的重要组成部分,它通过采集和处理各种传感器的数据,实现对起重机的综合监测、控制和安全保护。


电控检测系统
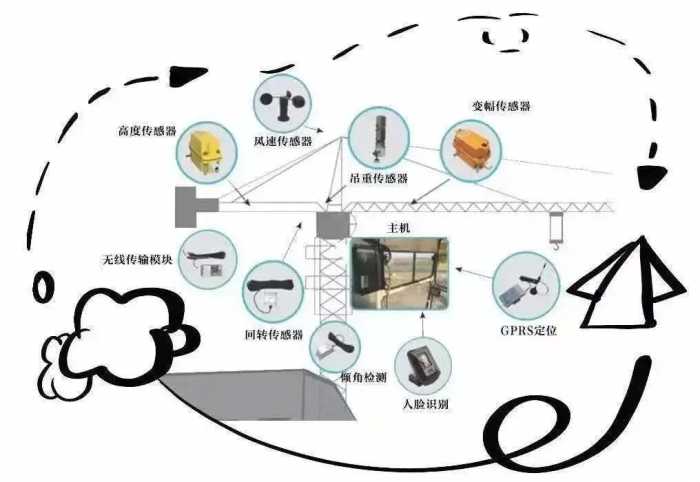
传感器用于采集起重机各种参数的数据,如荷载重量、起重物体的位置和姿态以及绞车电机转速等,这些传感器通常包括压力传感器、位移传感器、角度传感器和速度传感器等,采集到的数据通过传输线路送至控制器。
控制器是塔式起重机电控检测系统的核心部件,它根据传感器采集到的数据进行实时分析和处理,控制器内部包含有专门的算法和逻辑,基于这些数据进行综合计算,得出起重机在当前工况下的状态和行为,同时,控制器还会根据预设的工作模式和安全规范,进行相应的控制指令的生成和传输。
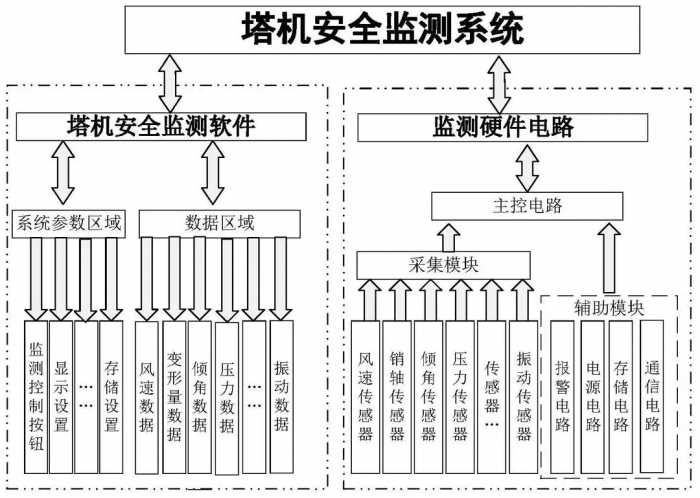
执行机构则是负责根据控制指令,实现塔式起重机的动作和运动,比如,控制器会根据传感器数据判断起重物体的重量,并通过执行机构控制绞车电机的转速和绳索的卷取,来实现对起重物体的上升和下降,同时,控制器也会通过执行机构控制塔臂的旋转和变幅,以实现对起重物体的搬运和定位。
塔式起重机电控检测系统的工作流程一般如下:首先,传感器不断采集各项参数的数据,并将其传输给控制器,控制器实时对这些数据进行处理和分析,根据算法和逻辑判断起重机的状态和行为,同时生成相应的控制指令,然后,这些控制指令会通过执行机构传输到起重机的各个部件,使其按指令进行相应的动作和运动。

塔式起重机电控检测系统在实际应用中具有广泛的用途,首先,通过实时监测各种参数,可以实现对起重过程中的重量和位置等关键信息的精确掌控,从而提高起重作业的效率和安全性。
其次,该系统还可以用于故障诊断和预警,及时发现起重机械部件的异常情况,并避免发生事故,此外,该系统还可以与其他智能化系统集成,实现起重作业的自动化和远程操控,提高工作的便利性和灵活性。

检测系统设计与分析
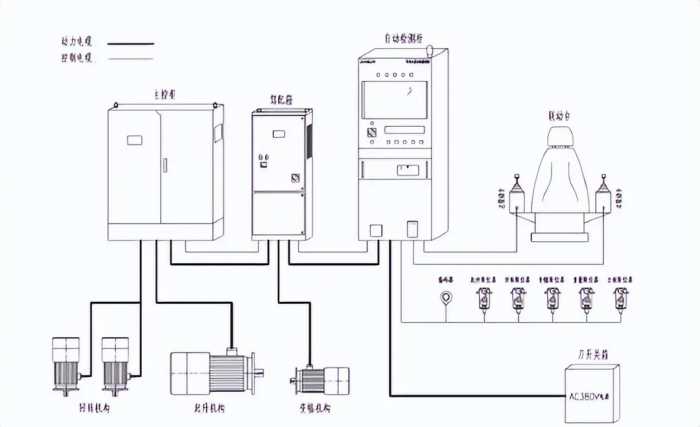
塔机电控检测系统是基于对被测电控的功能、信号检测而设计的,自动检测柜主要由工控机IPC、可编程控制器PLC、供电及控制电路、无线扫码枪等部件组成,PLC硬件接口包括DI、DO、AI、串行通信口、以太网通信口等。
自动检测柜通过电缆与被测主控柜、驾配箱、联动台、限位器、编码器等接插件连接,起升机构、回转机构、变幅机构作为检测用动力设备。
硬件设计思路
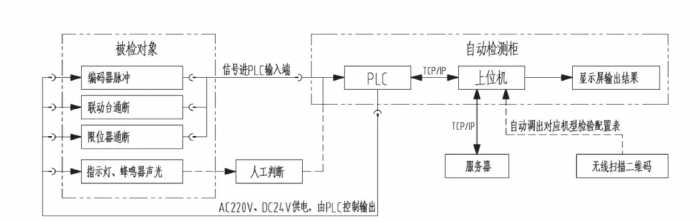
对联动台、限位器、编码器等输入设备采取信号通断及脉冲检测,对主控柜、驾配箱等集成设备采取功能检测。
通断检测方案
(1)通过无线扫描枪扫描联动台二维信息码调出对应机型检验表;(2)根据检验表步骤,自动检测柜按需求提供AC220V、DC24V电源输出至联动台、限位器、编码器的单个被测回路,检测人员按检验表操作联动台、限位器、编码器对应动作,通断信号、脉冲信号或者人工确认声光信号进检测柜PLC输入端,再由PLC传送至上位机软件判断此回路是否正确;(3)所有步骤都在显示屏上展示,并将结果存储到本地及服务器中。
功能检测方案
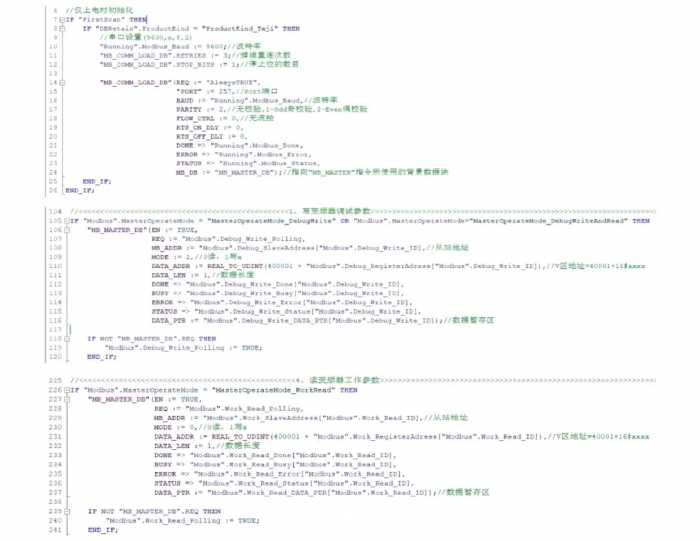
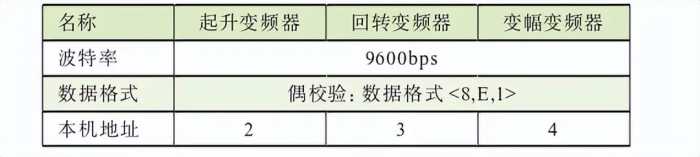
(1)通过无线扫描枪扫描被测电控柜二维信息码调出对应机型检验表;(2)启动被测电控柜,通过RS485端口将检验表内的变频器参数下载至起升、回转、变幅变频器。
(3)根据检验表步骤,检测柜模拟联动台档位、限位组合信号输出到被测电控PLC输入端,由被测电控PLC控制某个功能动作,此功能输出信号进检测柜PLC输入端,再由PLC传送至上位机软件判断此功能是否正确。(4)所有步骤都在显示屏上展示,并将结果存储到本地及服务器中。
例如:检测塔机电控柜起升功能时,检测柜模拟联动台档位信号起升从1升至5档,起升电机按设定频率动作,检测柜PLC实时读取变频器频率、电流、故障代码并传送至上位机软件。
上位机软件判断频率是否正常,同时记录各档位频率、电流等信息,出现故障则暂停检测并提示错误信息,正常则各档位按顺序完成检测。
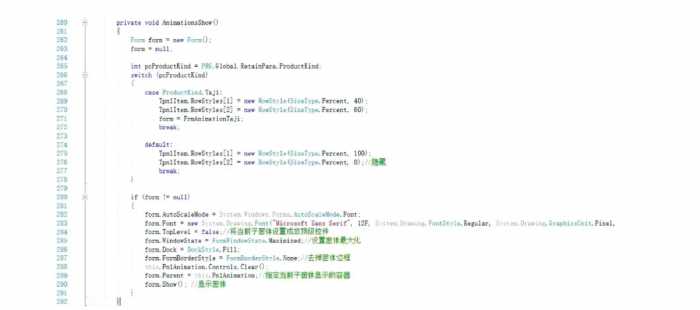
上位机系统软件
上位机系统软件采用C#编程使检测系统显示,工程师权限下导入待检测电控柜的检验表信息,切换为检验员账号后检测电控柜,检验员通过无线扫描枪扫描被测电控二维码,系统自动加载对应检验表,一键式启动、暂停、复位检测系统,操作简单、使用便利。
根据硬件设计思路,将检验表所有项目分为4种检测类型:
(1)自动输入与自动判断;上位机软件提示当前检测项目及检测结果判断标准,自动输入动作自动判断结果并显示在界面上,不需要检验员参与。
(2)自动输入与人工判断;上位机软件提示当前检测项目及检测结果判断标准,此时需要检验员按照界面提示,检测喇叭、指示灯等信号等是否正确,并按下检测台上的正确或错误按钮告知上位机软件,再把检测状态和结果显示在界面上。

(3)人工输入与自动判断;由上位机软件提示当前检测项目及要求检验员输入的动作指令,当检验员通过操作完成后,上位机软件通过读取到的PLC的状态数据块,经过判断处理,再把检测状态和结果显示在界面上。
(4)人工输入与人工判断;由上位机软件提示当前检测项目及要求检验员输入的动作指令和检测结果的判断标准,当检验员按照要求输入动作指令,并观察检测结果后,按下检测台上的正确或错误按钮告之上位机软件,上位机软件再把检测状态和结果显示在界面上。
软件运行时,上位机软件实时通过以太网写PLC的指令数据块和读PLC的状态数据块,并在界面上把所有的检测项目以列表形式展示,同时自动滚动显示当前检测项目的状态和结果,检测完成时,如果检验表的所有检测项全部合格则判断此电控柜为合格品,否则为不合格品。
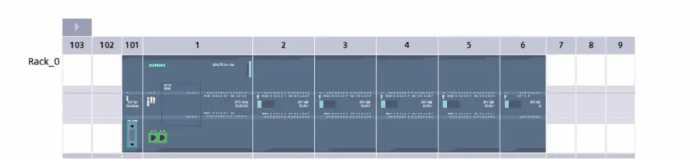
PLC系统软件
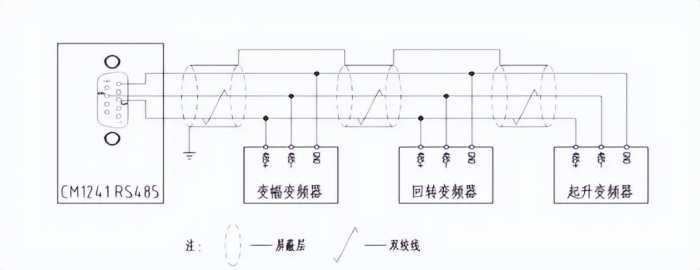
检测柜PLC选用西门子S7-1200可编程控制器,CPU模块集成6个高速计数器、2个以太网端口及若干I/O口,以太网口支持PROFINET通信标准,左侧扩展通信模块9针串口用于执行ModBusRTU通信,CPU模块以太网接口用于与上位机TCP/IP通信。
PLC控制程序以固定的扫描周期读取任务指令数据块,当检测到任务指令数据块中有启动任务指令时,PLC主程序调用IO模块子程序控制检测柜输出信号给待检电控柜,并将电控柜输出到IO模块端口的输入信号实时更新到状态数据块。
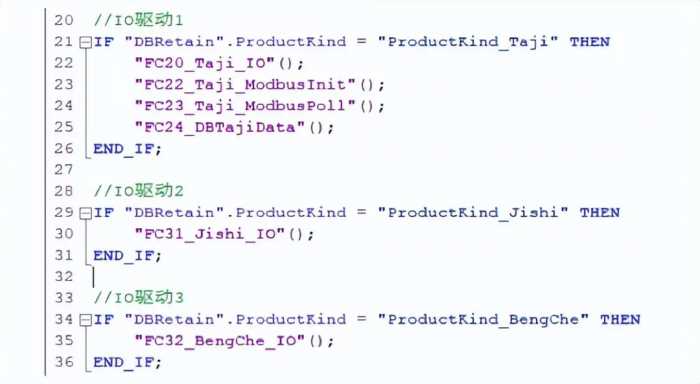
由于检验表的描述信息多、数据格式多样,所以检验表文件内容就比较复杂,因此对核心的检验表的解析工作由上位机系统软件完成。
当检验表加载到显示界面时,上位机系统数字化处理后通过以太网发送给PLC输出,并且将PLC采集到的电控柜信息反馈到显示界面,这样避免了PLC运算和存储大量的过程数据,减化了PLC的编程设计、节省PLC资源。

数据交互及处理
检测柜PLC左侧扩展RS485通信模块与被测柜起升、回转、变幅变频器间采用的是ModBusRTU通信方式,PLC作为主机,三个变频器作为从机,实现修改或读取变频器功能码参数、工作状态及故障信息等。
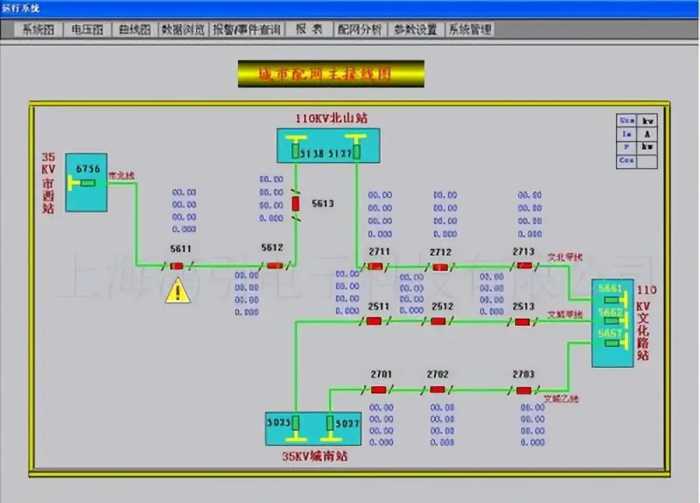
界面设计与实现
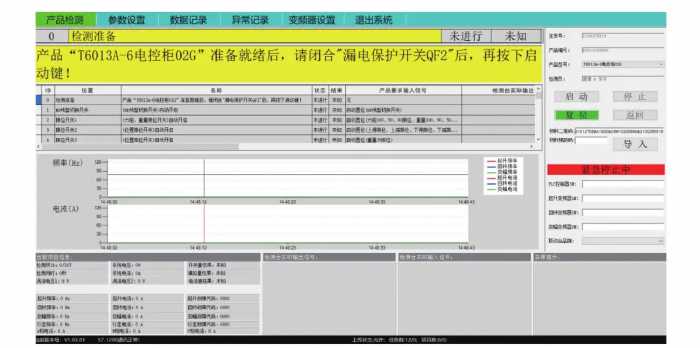
界面设计是指对上位机软件的人机交互、操作逻辑、界面美观的整体设计,其设计思路是界面简洁、操作方便、提示醒目,将界面分为以下三个区:
(1)菜单按键区;将所有功能分类为产品检测、参数设置、数据记录、异常记录、变频器设置等。(2)菜单内容显示区;此区域内容比较多,主要显示与功能按键对应的内容,以产品检测为例,内容分为检验表内容区、扫码及指令操作区、变频器频率电流曲线显示区、信息显示区、IO实时信号显示区、异常提示区等。(3)状态区显示软件版本、通信信息等。
产品测试与应用
通过对塔机电控柜机电联调测试,按照第三章的软硬件架构以及第四、五章所述数据交互、人机交互等技术应用,降低了检验员的岗位要求,提升了检测效率,避免了检测过程无法管控,质量数据无法存储,质量问题无法回溯等问题,主要提升在以下几方面:
(1)检验项目100%检测,避免错检、漏检现象发生;(2)扫码录入编码避免人工录入错误,检验记录由纸质保存转变为数字化存储;(3)起升、回转、变幅变频器一键下载参数保证数据的准确性、一致性;(4)检验模式由传统的手工万用表检测,提升为带模拟负载情况下自动检测,确保质量的稳定性。
提出一种基于IPC和PLC开发的电控自动检测技术,并通过上位机软件、PLC控制程序实现了自动检测,整个操作过程简便、可靠,改变了塔机电控的传统检测方式,解决了以往靠人工检测面临的各种难题,提高了电控柜的检测效率,降低了检验员的劳动强度和技能要求,并对检测数据进行了数字化管理,显著提升了企业经济效益。

结论
随着科技的不断进步和创新,塔式起重机电控检测系统将进一步完善和发展,未来,可以结合人工智能和互联网技术,实现对起重机操作人员的实时监测和预警。
总之,通过不断提升塔式起重机电控检测系统的技术能力,将能够进一步提高施工工地的安全性和工作效率。
参考文献
[1]段礼才,黄文钰,徐善海.西门子S7-1200PLC编程及使用指南[M].机械工业出版社.2018.
[2]西门子(中国)有限公司.深入浅出西门子S7-1200PLC[M].北京航空航天大学出版社.2009.
[3]周家安.C#6.0学习笔记[M].清华大学出版社.2016.



















